看板リニューアル [艤装屋.com]
マリーナの看板をリニューアル

看板がかなり劣化してるので、貼り替えを提案してみた。
管理人さんも再製作を考えていたとの事。
パネルの木材が部分的に傷んではいるが、
全部作り直すほどでもない、
とは言え、今のままではちょっと・・・
って感じの様子。
ひとまず塗り替えてカッティングシートで文字を切り出せば
それなりの恰好にはなるかと。
ダメになったらその時に全て作り直しって事で。
叩きで、一旦仕様を出す。
リプレイス前提で話を出してみたが、管理人さんからは
この際なので、新しい仕様にしたいとの事。
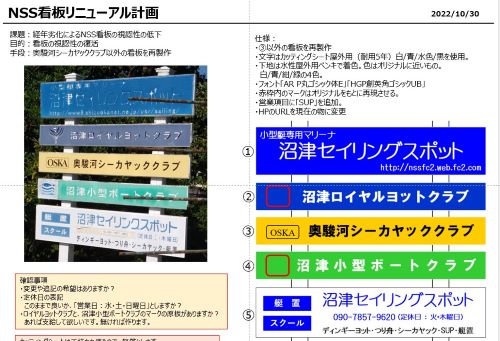
管理人さんの要望
これならば、ベースは黒か白で塗っちゃった方が速そう。
丁度、橋の塗装があるそうなので、それに合わせて
塗っちゃえるとの事。
ならば、それをベースに、私のアレンジ

何度かメールでやり取りして
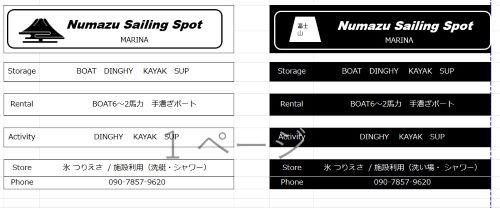
最終仕様

仕様が決まったので、文字の製作へ。

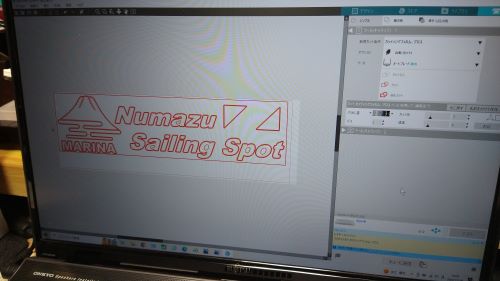

今回の文字のレイアウトは最大幅1240mmなので、
一気に作ってしまおうと試しに切り出したが、
送りで斜行が発生。ダメだこりゃ。
送りの圧力設定の条件出しに手間がかかりそう。
長めの状態で条件出すより、小片にしたほうが
確実に行けそう。
600mmの長さに区切って複数作業に切り替え。
アプリケーションシートを貼り付け、文字は完成。

施工の下準備として、既存の文字類の剥離作業もしてきましたが
画像獲り忘れ・・・
最終的な仕上げは管理人さんにお任せ。
施工へ
事前にプロに塗装しておいてもらったので、
キレイな仕上がり。マットブラックでカッコいい。

ただ、塗装時に風があったそうで、砂を内包しちゃってる部分もある。
カッティングシートの乗りが悪い部分が出そう。
そこを起点に剥がれなきゃいいけど・・・。
ま、剥がれたらリペアすりゃ良いだけです。
釣り糸とクランパーを使って水平と垂直を出し、
そこに合わせて、ガイド用のマスキングテープを貼り付ける。


水貼りを考えたが、逆に悪さしそうなのでダイレクトに貼っていく。

貼り付け終了。
最下段の白のラインは、マスキングテープで囲って、
白でペイントしようとしたが、滲みそうなので止めた。
幅5mm程度の白いテープを使って貼り付けで行くことに変更。
この作業は管理人さんにお願いした。
ビフォー

アフター

シックな感じでカッコいいと思います。
年内に間に合って良かった~。
それでは皆様、良いお年をお迎えください。
来年は今年より多めに行けるようにしたいと思います。
看板がかなり劣化してるので、貼り替えを提案してみた。
管理人さんも再製作を考えていたとの事。
パネルの木材が部分的に傷んではいるが、
全部作り直すほどでもない、
とは言え、今のままではちょっと・・・
って感じの様子。
ひとまず塗り替えてカッティングシートで文字を切り出せば
それなりの恰好にはなるかと。
ダメになったらその時に全て作り直しって事で。
叩きで、一旦仕様を出す。
リプレイス前提で話を出してみたが、管理人さんからは
この際なので、新しい仕様にしたいとの事。
管理人さんの要望
これならば、ベースは黒か白で塗っちゃった方が速そう。
丁度、橋の塗装があるそうなので、それに合わせて
塗っちゃえるとの事。
ならば、それをベースに、私のアレンジ
何度かメールでやり取りして
最終仕様
仕様が決まったので、文字の製作へ。
今回の文字のレイアウトは最大幅1240mmなので、
一気に作ってしまおうと試しに切り出したが、
送りで斜行が発生。ダメだこりゃ。
送りの圧力設定の条件出しに手間がかかりそう。
長めの状態で条件出すより、小片にしたほうが
確実に行けそう。
600mmの長さに区切って複数作業に切り替え。
アプリケーションシートを貼り付け、文字は完成。
施工の下準備として、既存の文字類の剥離作業もしてきましたが
画像獲り忘れ・・・
最終的な仕上げは管理人さんにお任せ。
施工へ
事前にプロに塗装しておいてもらったので、
キレイな仕上がり。マットブラックでカッコいい。
ただ、塗装時に風があったそうで、砂を内包しちゃってる部分もある。
カッティングシートの乗りが悪い部分が出そう。
そこを起点に剥がれなきゃいいけど・・・。
ま、剥がれたらリペアすりゃ良いだけです。
釣り糸とクランパーを使って水平と垂直を出し、
そこに合わせて、ガイド用のマスキングテープを貼り付ける。
水貼りを考えたが、逆に悪さしそうなのでダイレクトに貼っていく。
貼り付け終了。
最下段の白のラインは、マスキングテープで囲って、
白でペイントしようとしたが、滲みそうなので止めた。
幅5mm程度の白いテープを使って貼り付けで行くことに変更。
この作業は管理人さんにお願いした。
ビフォー
アフター
シックな感じでカッコいいと思います。
年内に間に合って良かった~。
それでは皆様、良いお年をお迎えください。
来年は今年より多めに行けるようにしたいと思います。
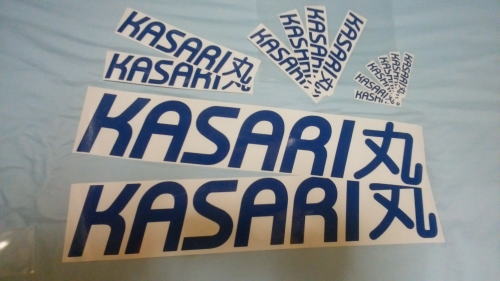
船名ステッカー [艤装屋.com]
既に納入済みなんですが、船名ステッカーのオーダー入りました。

文字がかなり長くなるので、途中で区切って2枚構成に。
ボートへの貼り付けは完了してて、昨日実物を見ました。
黄色いハルにライトブルーの文字が映えて良い感じでした。
文字がかなり長くなるので、途中で区切って2枚構成に。
ボートへの貼り付けは完了してて、昨日実物を見ました。
黄色いハルにライトブルーの文字が映えて良い感じでした。
ボートの船名ステッカー製作 [艤装屋.com]
船名ステッカーの貼り直しに伴い、製作の依頼が入りました。
既存のは業者さんが作ったそうで、似たようなフォントを探して
こちらで作ってみました。
カッティングマシンがあるので楽チン。
レイアウトの関係でムダが出るともったいないので
小さめのやつで余白スペースを埋めるために製作。
先日納品済みで、喜んでもらえたようで一安心。
ウインドシールド リユース [艤装屋.com]
透明のパネルを小将にあげる事に。
ステッカーをそのままにして渡すのも何だったので、
ちょいとデザイン変更。

ステッカーを全部剥がして新しくしようと試みたんですが、
YGKのステッカーが強固にくっ付いちゃってて
無理に剥がすと汚くなりそうなのでそのままにして、
他の部分のデザインを考える。
海外のフリーで使えるクリップアートのサイトで
サメの面白いのがあったのでそれをメインに採用。
小将が使ってるタックル類の文字を入れようと考えたんだけど
パッと思い付かないので、ダイワとヤマハとマリーナの名前に留める。
YGKが変な位置に存在してる関係で、
文字類の配置がちょっと変だけど、まぁしょうがない。
下側は黒か白のパネルを買って作るなり、
カッティングシートを買って貼るなりした方が
カッコいいと思うけど、どうするかは本人にお任せ。
取り付けは既存の穴を上手く使えれば収まりは良いでしょう。
工夫して取り付けて下さい。
ステカでステッカー製作 [艤装屋.com]
調子に乗って色々やってます。

落款のような護符のような物を作ってみました。
「航行安全」と書いてあります。
フォントはフリーのやつで、それっぽい文字のを選びました。
大まかな手順
※デザイン工程はイラストレータとウェブアートデザイナーとカットスタジオを使って作業。
あまり説明の意味無いので、紹介は省略し実装工程のみを掲載。)
①ステカで切り出した後に余分な部分を剥離


②アプリケーションシートをサイズに合わせてカット


③アプリケーションシートのセパレータを剥離

④アプリケーションシートに貼り付け


⑤カッティングシートのセパレータを剥離



文字がセパレータに取られないようにピンセットを使い
アプリケーションシートに転写させる。

⑥アプリケーションシートのセパレータを戻す


⑦余白部をカット(体裁を整える)
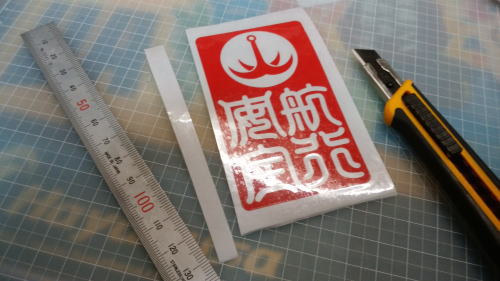
⑧完成


なかなか面白い。
さっそく壱丸さんからオーダー入ったので、船名ステッカー製作しました。
ご本人がjpegで入稿してくれたので、手間のかかるデザイン作業がほぼ「0」
楽な作業でした。
※私のデザインでは無いので、ここでの掲載は出来ません。
(ご本人の承諾を得ていません。)
無事終了し、明日納品の予定です。
スタビ [艤装屋.com]
手持ちの400×300 t=3のアルマイトしたアルミ板(型番不明 多分5052)があったので
それを鋸で切って、それとなくスタビっぽい形にして、ひとまずくっつけてみた。


ダメだこりゃ、デカ過ぎる感じだ。
ひとまずこれで一回走ってみるつもりだけど
感覚的にはNGなので、もうちょい小さめのを
作っておく事にする。
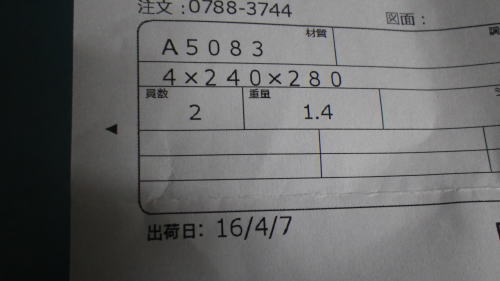
既存の減衰機(トローラー)に準じたサイズを狙う事にして
板厚は同じ4mm、幅と長さはちょっと大きくして240×280とする。
耐海水性を考慮しA5083の板を購入。


形状的には・・・
このどっちかで作ってみる事にする。
週末に間に合うかどうかは微妙だけど、頑張ってみる。
ボートで使う金属部品 アルミ編 [艤装屋.com]
今回はアルミ材について
純アルミの物理、機械的性質
結晶形:f.c.c
比重:2.7
融点:660℃
ヤング率:6970kg/mm2
強度:7~10kg/mm2(引張強さ)
比強度(強度/比重)Feに並ぶか、それ以上
アルミニウムの特徴
・軽量
・高比強度 加工、時効処理により制御
・耐食性良好 表面にAl2O2(アルミナ)生成
陽極酸化により酸化膜
・加工性「良」 押し出し、絞り加工
・電気、熱伝導性「良」
・非磁性
・低温での機械的性質「良」
歴史
1782年 ラボアジェ、存在を確認
1807年 分離に成功(電気化学的方法)
1886年 ホール(米)、エール(仏)電気精錬法を発明
※ホール・エール法 アルミナ→金属アルミニウム
1887年 バイヤー アルミナ製造法発明
ボーキサイト→アルミナ
1929年 アルマイト処理発明(日本)
※アルマイトはアルミの陽極酸化
合金系統
①純アルミ 1000シリーズ
②Al-Cu系 2000シリーズ 高力-ジェラルミン
③Al-Mn系 3000シリーズ 耐食
④Al-Si系 4000シリーズ 鍛造
⑤Al-Mg系 5000シリーズ 耐食
⑥Al-Mg-Si系 6000シリーズ 耐食
⑦Al-Cu-Mg系 7000シリーズ 高力←超々ジェラルミン
アルミは分類が複雑でして・・・
・展進用アルミニウム合金
・鍛造用アルミニウム合金
の2つに大別され、更に
・熱処理を施して使用する合金
・熱処理を施さずに使用する合金
に分けられる。
※今回は展進用のアルミニウム合金についての説明。
1000系アルミニウム(純アルミニウム系) 非熱処理型合金
A1070/A1050/A1100/A1200
純度99.00%以上のアルミニウム(=純アルミ)
1070は99.7%以上、1050は99.5%以上、A1100は99.0%以上の
アルミである事を示す。
(※例外としてA1200はAl99.0%+Ti0.05%)
不純物は主に鉄とシリコン。
耐食性、加工性、溶接性、電気・熱伝導性に優れるが
強度が低いのが難点。
用途は装飾品、容器、電線など
2000系合金(Al-Cu系) 熱処理型合金
A2017/A2024/A2011
時効効果により強度改善が可能な高力アルミ合金。
2017はジェラルミン、2024は超ジェラルミンと呼ばれる。
鋼材に匹敵する強度を持つ。
強度向上のためにCuが多く添加されていて、
これが耐食性を落とす要因になっている。
溶接性が他のアルミ合金に比べ劣るため
結合にはリベットやボルトによる接合が一般的。
3000系合金(Al-Mn系) 非熱処理型合金
A3003/A3005/A3105
純Alの加工性、耐食性をそのままに、Mnの添加により
強度を改善したもの。
絞り加工性、溶接性が「良」でアルミ缶に用いられている。
4000系合金(Al-Si系) 非熱処理型合金
A4032/A4043
Siの添加で熱による膨張を抑え、耐摩耗性の向上を狙ったもの。
Cu、Ni、Mgなどの添加により耐熱性を向上させる。
低Siは低融点の特徴から溶接材やろう材、
高Siは鍛造性、耐摩耗性「良」の特徴から
鍛造ピストン材として用いられる。
5000系合金(Al-Mg系) 非熱処理型合金
A5052/A5056/A5083/A5454
Mgの添加で強度と耐食性を向上させたもの。
添加量の少ない物は装飾用、多い物は構造材として使用される。
中程度の強度を持つA5052がこの合金としては最も一般的。
A5083はMg含有量が最も多く、強度に優れ、海水にも強く
溶接性も良いため、船舶材料や車両に多く用いられる。
6000系合金(Al-Mg-Si系) 熱処理型合金
A6061/A6063/A6N01
MgとSiが添加され、熱処理による時効効果に寄与する。
強度、耐食性共に良好で、押し出し加工性に優れていて
代表的な構造用材として挙げられる。
いわゆる「アルミサッシ」は6000系が一般的。
7000系合金(Al-Zn-Mg系) 熱処理型合金
A7072/A7075/A7N01
ZnとMgを添加し熱処理を行うとアルミ合金中で最も高強度の合金となる。
最高強度を持つAl-Zn-Mg-Cu系と、Cuを含まないAl-Zn-Mg系に
大別される。
Al-Zn-Mg-Cu系の代表例はA7075で超々ジェラルミンとも呼ばれ、
航空機やスポーツ用品などに使用される。
強度はズバ抜けているが、耐食性に劣る。
ちなみにこの超々ジェラルミンは日本製。
マリングレードアルミ
時々目にするこの言葉。
耐食性に優れるって点では5000系(特に5083)か6000系でしょうか。
溶接が必要なTトップとかハンドレールなんかには5000系、
それ以外では6000系って使い分けなんでしょうかね?
ちなみにファクトリーゼロのランチャーは6000系を使用しているようです。
HPに6063/6061を使っているとの記載がありました。
ボート艤装では・・・
5000系か6000系を用いるのがベターでしょう。
DIYであれば入手のしやすさから言うと5000系かな。
3回に分けて掲載した「ボートで使う金属部品」については
ひとまず今回のアルミ材で最終とする。
筆者の記憶+学生の頃のノート(なぜか材料学のノートだけは
しっかり残していた)を頼りに初歩的なところを書き出したので、
最新事情とは異なる部分があるかもしれないが、まぁそこはご勘弁を。
釣りやボートのネタから少し離れた感もあるが、
知識として知っておいて損は無いので、
備忘録的な意味も含め記事にしてみた次第です。
それでは、また。
ボートで使う金属部品 チタン編 [艤装屋.com]
今回はチタン材について
耐食環境にめっぽう強い「チタン」
純チタン系と純チタンに混ぜ物をしたチタン合金系の2系統に分けられる。
特徴としては・・・
・多くの環境でステンレス鋼を凌ぐ優れた耐食性を示す。
チタンは酸素に触れると酸化し、表面に極薄い酸化物の
皮膜(不動態皮膜)を形成する。
これは先に述べたステンレス鋼材と同様だが、
チタンの不動態皮膜は他の金属に比べ特に強固。
これにより優れた耐食性を有し、酸素/酸/海水などの
腐食性環境にめっぽう強い。
・加工性が悪い=高価になってしまう
・合金化する事で機械的特性は向上する。
代表的なチタン合金で「64チタン」(ろくよんちたん)と
呼ばれるα-β型チタン合金があるが、
これは6%のアルミと4%のバナジウムを
含有することに由来する名称のついたもの。
純チタンについて
比重4.51[g/cm3]で比較的軽く、FeとAlの中間。
1種~4種までの4種類で数字が大きいほど強度が高い。
1種
最も純度の高いチタン材料。
不純物が少ないため、最も柔らかい。
引張強さ270~410[MPa] 耐力165[MPa]以上 伸び27%以上
2種
標準的なチタン材料。
硬さや強度のバランスが良く、汎用チタンとして広く使われている。
一般的に入手できるネジやナットは2種の物が多い。
引張強さ340~510[MPa] 耐力215[MPa]以上 伸び23%以上
3種
引張強さ480~620[MPa] 耐力345[MPa]以上 伸び18%以上
4種
引張強さ550~750[MPa] 耐力485[MPa]以上 伸び15%以上
※数字は代表値。
3種4種については一般的な材料では無いようで、あまり目にすることは無い。
この2つは詳しくは知らないので機械的数値の掲載に留める。
ボート艤装では・・・
耐食性を向上させる目的であれば、現状使用している材料が
SUS304やSUS316ないし316Lの場合は引張強度の近い数字の物を
選ぶ方が良いので、2種以上の使用が望ましいと思う。
さほど荷重の掛からない箇所であれば、既存の材料が錆びて
交換する事になった場合は純チタン化も一考の余地はある。
但し、摩耗に弱いので使用に際しては注意が必要となる。
実際に自分のボートでチタン2種のネジ、ナット、ワッシャーを使っているのは
ロッドホルダーの固定部とバウデッキ上のアイストラップの固定部、
スパンカーのドローコード引きまわし部品の固定部。
現在フィールドテスト中。
316(316L)でも充分な耐食性はあるので、何もチタン化しなくても・・・
チタン合金について
チタン合金に関しては、コストが一気に跳ね上がる為、
私が使う範囲での艤装品の固定に合金はもったいないのと、
且つ詳しく知らないので、ここでの紹介は簡単に。
チタン合金には耐食合金、α型、α-β型、β型の4種があり、
何れもなにがしかの混ぜ物をする事で機械特性を向上させている。
(「合金」なので当たり前のことだが・・・)
耐食合金
純チタンに極微量の白金族元素などを添加し、
純チタン以上の耐食性を持たせたもの。
α型
AlとSnを添加し、耐熱性と低温特性を向上させたもの。
α-β型
AlとVを添加し、高い強度と高い延性を持たせたもの。
合金の代表格と言って良いと思う。
β型
Al、V、Sn、Crを添加し、超高強度を得られるようにしたもの。
ちなみに引張強度は830~1400[MPa]程度と鋼材やプリハードン鋼※並み。
※プリハードン鋼:焼き入れ処理を行った鋼材で金型などに用いられる物。
チタンは専門外なのでこの程度の記述で・・・。
次回はアルミの話を少し・・・
ボートで使う金属部品 ステンレス編 [艤装屋.com]
ボートで使う金属部品の話を何回かに分けて掲載。
艤装における金属部品の錆対策としては・・・
①錆たら交換
②塗装で対応
③錆びにくい部品に換装
・・・これら3パターンが一般的と思われる。
①と②は省略、この場では③についての説明を行う。
錆びにくい金属の代表「ステンレス」
ステンレス鋼材は成分による分類で2種類(クロム系とクロムニッケル系)、
金属組織に分類で5種類(オーステナイト、マルテンサイト、フェライト、二相、析出硬化)に
分ける事ができる。
成分に関してはJISでも幅を持った表記であり、材料メーカー独自の成分配合や
熱処理を行っているため、例えば「SUS304」の表記があっても厳密な組成は
異なる場合がある。
メーカー固有の名称が付いたステンレス鋼材であっても
例えば「SUS304相当」のような表記をしている場合が多いので
どのステンレス鋼材種に近いかの判断は可能。
ボート艤装では主にオーステナイト系のステンレスが使われる。
SUS304/SUS316または316Lの使用が一般的。
SUS304/SUS316/SUS316Lについて
これら3つは前述のオーステナイト系のステンレスに属する、
主成分をクロムニッケル系とするタイプ。
クロムとニッケルをあわせる事で、ステンレスの最も特徴的な要素である
表面の「酸化膜」(不動態皮膜)の密着力が上がるため
錆に強くなり、耐熱性も高まる。
SUS304
世間一般的に言う「錆びにくいステンレス」
含有成分のCr(クロム)18%とNi(ニッケル)8%をとって
18-8ステンレス(じゅうはちはちすてんれすorいちはちはちすてんれす)
とも呼ばれている。
機械特性的には 引っ張り強度:520[MPa] 耐力:205[MPa] 伸び40% ※数字は代表値
SUS316
18Cr-12Ni-2.5Moの組成で、SUS304にMo(モリブデン)を添加し
耐食性を向上している。機械的強度はSUS304に準ずる。
SUS316L
SUS316の極低炭素鋼。316の耐粒界腐食性を強化している。
機械的強度は316に比べやや劣る。
ちなみに316と316Lを使った金属パーツの事を「マリングレード」と表記している
部品メーカーもある。
ステンレスでも錆びる・・・
フィッシングプライヤーのパッケージに「ステンレス使用」とか
「錆に強い」と表記がある製品も海水を被り、しばらくすると錆が出る。
これはプライヤーなどに一般的に使われているステンレスが、
フェライト系ステンレスのSUS430である場合が多いため。
SUS430はクロム系ステンレスでニッケルを含まない。
クロムの組成比から18Crステンレス(じゅうはちくろむすてんれす)とも呼ばれる。
硫黄を含むガスに対して高温環境下で腐食し難いという特性や
塩化物におる応力腐食割れが発生しないと言う利点があるが
ニッケルが無い分、オーステナイト系ステンレスより耐食性は劣る。
何を理由にこの素材を使ってるのかは不明。
コスト?加工性?
磁性を持つため、430かどうかを確認する場合は磁石を近付ければ分かる。
ただし、オーステナイト系のステンレスでも冷間加工の際に
わずかに磁性を持つ物もある。
(冷間でプレス加工したSUS304のワッシャーで弱い磁性を持つ物を
見た事がある。)
ボート艤装では・・・
「主にオーステナイト系のステンレスが使われる。
SUS304/SUS316または316Lの使用が一般的。」・・・と述べたが、
海水での使用が前提であれば、316または316Lがベターと考える。
シビアな機械的強度を要求しない場所である
ロッドホルダーやスナップ、フック類などの
後付け部品の締結には、耐食性を優先してチタン化するのも
一つの手。(但しコスト検証は必要)
原則的に強度と耐食性はほぼ反比例の関係にあるので
その点を考慮した材料選定が必要となる。
ちなみにエンジン回りの不用意なステンレス化やチタン化は控えた方が良い。
SUS304や316などのオーステナイト系ステンレスは、一般的に素材としての
強度はさほど高くなく、かつ伸びやすい特性のため、機械的強度が求められる
部分への使用は避ける方が無難。
高温時の酸化に対しては抵抗力はあるが、鉄系のボルト類に比べ
「熱膨張率が高い」「熱伝導が低い」「異種金属同士の接触による電食が
おこりやすい」などのデメリットがあるためである。
今回はここまで。
次回はチタンの話を少し・・・
おまけ(あとがき)
ずっと疑問なのが、金属部品の原材料表記について。
材料名称として例えばSUS316とか304と記載されていれば、
すぐに判断できてありがたいのだが、時々見るのが「材料 ステンレス」としか
表記が無い場合。何のステンレスなのかが分からん!
表示義務は無いの???
ホームセンターなどで売ってる「ステンレス」と表記のある金属部品。
SUS430が多いように感じるのは気のせい?
船名ステッカー [艤装屋.com]
船名ステッカーの依頼が入りました。
全てお任せとの事。
フォント選びとレイアウト中。
第二大将丸のフォントと同じなのも芸が無いので、
違うのにしてみました。
ステッカーの色は青にしてみました。(色見本で言う#0033CCっぽい感じです。)

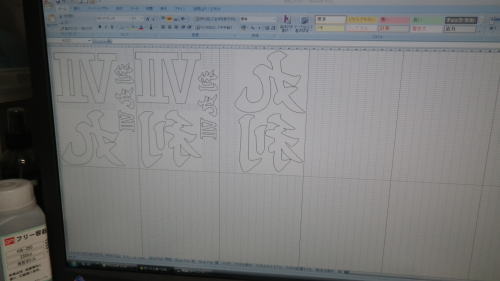
「セブン」はローマ数字にしてみました。
漢字とカタカナを混ぜるとフォント的にイマイチになっちゃう。
なので、セブンは数字にしようと考え、「七」とか「質」とか「7」も
配置してみましたが、ローマ数字が一番しっくり来たので、
今回はこれで。

今回もアプリケーションシートに貼って、艤装しやすくしてます。

完成!
右舷用、左舷用、船尾用の3種類です。
今週末納品します。



